Scopul structural și avantajele de performanță
Carcasa motorului pompei din aluminiu servește drept carcasă de protecție care integrează statorul motorului electric, rulmenții și sistemele de răcire, menținând în același timp alinierea precisă cu secțiunea pompei hidraulice. Carcasele din aluminiu proiectate corect reduc greutatea totală a pompei cu 60-70% în comparație cu echivalentele din fontă oferind în același timp ecranare electromagnetică adecvată și rezistență la coroziune pentru aplicațiile industriale de manipulare a fluidelor. Conductivitatea termică a materialului de 96 W/mK permite disiparea eficientă a căldurii din înfășurările motorului, permițând funcționarea continuă la temperaturi de până la 80 de grade Celsius, fără răcire externă în majoritatea configurațiilor. Aceste caracteristici fac din aluminiu alegerea dominantă a materialului pentru motoarele cu pompe, de la unități rezidențiale cu putere fracționată până la sistemele industriale de 500 CP.
Globalul carcasa motorului pompei din aluminiu piața depășește 2,8 miliarde USD anual, datorită investițiilor în infrastructura de management al apei și extinderii sistemului HVAC. Designurile moderne de carcasă integrează din ce în ce mai mult optimizarea computațională a dinamicii fluidelor pentru fluxul de aer de răcire și arhitecturi modulare care găzduiesc mai multe configurații de pompe de la platformele comune de turnare.

Alegerea aliajului și proprietățile materialului
Alegerea aliajului de aluminiu pentru carcasele motoarelor pompei echilibrează cerințele de turnabilitate, rezistență mecanică, rezistență la coroziune și performanță termică.
A380 și A383 Aliaje de turnare sub presiune
Aliajul de aluminiu A380 domină aplicațiile de turnare sub presiune la înaltă presiune, care conține 7,5-9,5% siliciu și 3,0-4,0% cupru pentru a obține o fluiditate excelentă și o porozitate de contracție minimă. Rezistența la tracțiune de 320 MPa și limita de curgere de 160 MPa asigură o integritate structurală adecvată pentru picioarele de montare a motorului și conexiunile cu flanșa pompei supuse forțelor de presiune hidraulică. Rezistența naturală la coroziune a aliajului, îmbunătățită prin acoperire de conversie chimică sau anodizare, rezistă la expunerea la apă și la medii chimice blânde, fără vopsire de protecție.
A383 oferă compoziție modificată cu 9,5-11,5% siliciu și 2,0-3,0% cupru , îmbunătățind caracteristicile de umplere a matriței pentru secțiunile de carcasă cu pereți subțiri (2,5-3,5 milimetri) și pasaje interne complexe de răcire. Acest aliaj reduce tendința de fisurare la cald în geometriile complicate, menținând în același timp 90% din proprietățile mecanice A380, făcându-l preferat pentru producția de volum mare a unităților motopompa compacte.
Aplicații din aliaj forjat și carcase prelucrate
Se utilizează carcase mari ale motoarelor pompei care depășesc 400 de milimetri diametru sau care necesită o presiune extremă aluminiu 6061-T6 prelucrate din extruziune sau forjare. Aliajul întărit prin precipitare de siliciu de magneziu atinge o limită de curgere de 276 MPa și o rezistență excelentă la oboseală pentru medii de încărcare ciclică. Carcasele prelucrate prin prelucrare găzduiesc mantale de răcire integrale cu geometrii interne complexe imposibil de turnat în mod fiabil, deși la costul de producție de 3-4 ori mai mare decât echivalentele turnate sub presiune.
| Gradul de aliaj | Proces | Rezistența la tracțiune | Rezistenta la coroziune | Aplicație tipică |
|---|---|---|---|---|
| A380 | Turnare sub presiune | 320 MPa | Bun | Pompe de uz general |
| A383 | Turnare sub presiune | 310 MPa | Bun | Modele complexe cu pereți subțiri |
| A360 | Turnare sub presiune | 300 MPa | Excelent | Medii marine și corozive |
| 6061-T6 | Prelucrare | 310 MPa | Excelent | Pompe mari de înaltă presiune |
Procese de fabricație prin turnare sub presiune
Turnarea sub presiune de înaltă presiune produce majoritatea carcaselor din aluminiu ale motoarelor pompei, cu precizie dimensională și finisare a suprafeței, minimizând cerințele de prelucrare secundară.
Parametrii de turnare sub presiune în cameră rece
Mașini cu cameră rece cu forțe de blocare de 800-2.500 tone metrice găzduiește dimensiuni ale carcasei de la 0,5 până la 50 de kilograme de greutate. Aluminiul topit la 680-720 de grade Celsius se transferă în camera rece (manșon de împușcare orizontal) și se injectează în matrițe de oțel întărit sub o presiune de 30-100 MPa în 20-100 milisecunde. Solidificarea rapidă (50-200 grade Celsius pe secundă) produce structuri de granulație fine cu porozitate minimă, realizând toleranțe dimensionale la turnare de plus sau minus 0,1 milimetri pentru suprafețele critice de montare a motorului.
Controlul temperaturii matriței la 200-280 de grade Celsius prin canalele de circulație a uleiului previne fisurarea prin oboseală termică, promovând în același timp solidificarea direcțională. Turnarea sub presiune asistată de vid reduce porozitatea aerului prins cu 60-80%, permițând turnarea etanșă la presiune pentru carcasele pompelor supuse la presiuni hidraulice de 10 bar fără etanșare prin impregnare.
Operații de tăiere și secundare
Carcasele turnate sunt supuse tunderii automate pentru a îndepărta porțile, ghidajele și blițul, urmate de sablare sau finisare cu vibrații pentru a obține Finisaje de suprafață Ra 3,2-6,3 micrometri potrivit pentru vopsire sau vopsire. Operațiunile critice de prelucrare includ finisarea alezajului rulmentului (toleranță H7), frezarea frontală a montajului motorului (planeitate 0,05 milimetri) și instalarea inserției filetate pentru punctele de conectare a pompei. Centrele de prelucrare CNC ating o precizie de poziționare de 0,01 milimetri pentru aceste caracteristici de precizie.
Managementul termic și integrarea sistemului de răcire
Designul carcasei motorului pompei din aluminiu accentuează din ce în ce mai mult capacitățile de disipare a căldurii pe măsură ce densitatea puterii motorului crește și standardele de eficiență se înăsprește.
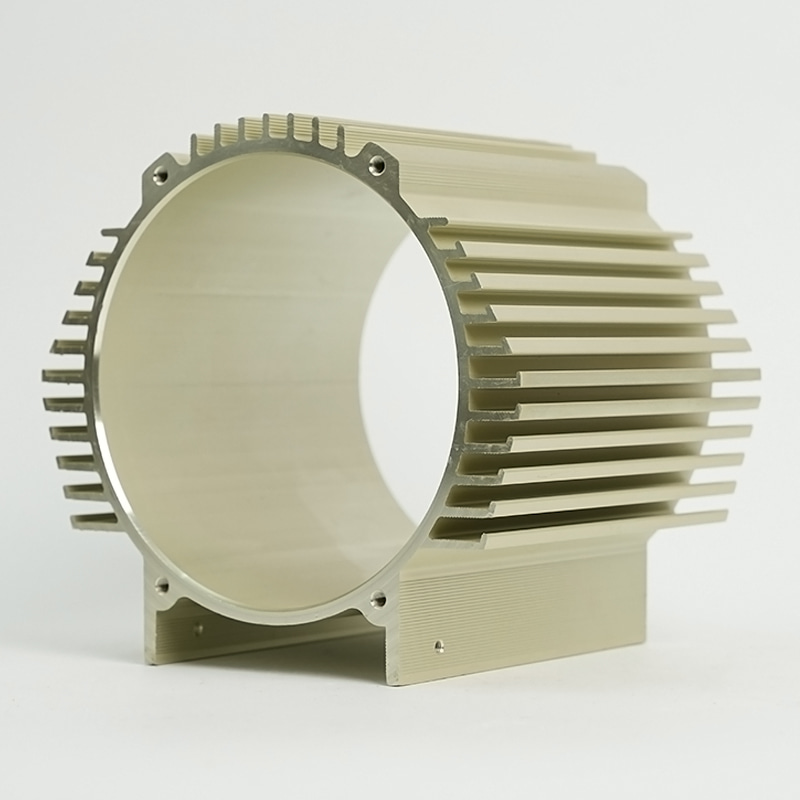
Proiectarea aripioarelor externe și optimizarea fluxului de aer
Răcirea prin convecție naturală încorporează aripioare din aluminiu cu grosimea de 2-4 milimetri la distanță de 8-15 milimetri extinderea suprafeței cu 300-500% peste carcase cilindrice netede. Înălțimea aripioarelor de 20-40 milimetri echilibrează îmbunătățirea transferului de căldură cu costul materialului și complexitatea turnării. Simularea computațională a dinamicii fluidelor optimizează orientarea aripioarelor pentru configurațiile de montare a motorului atât pe orizontală, cât și pe cea verticală, cu profile în formă de T sau ondulate care sporesc turbulența și coeficienții de transfer de căldură la 15-25 W/m²K.
Se realizează răcirea forțată cu aer prin carcasele ventilatoarelor integrate rate de disipare a căldurii de 200-400 wați pentru motoare cu pompe cu funcționare continuă, cu pale de ventilator din aluminiu turnate integral cu carcasă sau atașate prin butuci din aluminiu montați prin presare. Densitatea scăzută a materialului (2,7 g/cm³) minimizează inerția de rotație și consumul de energie al motorului ventilatorului în comparație cu alternativele din oțel.
Arhitecturi jachete de răcire cu lichid
Motoarele pompelor de mare putere folosesc jachete de apă integrale turnat în carcasa de aluminiu, circulând lichidul de răcire prin pasaje spiralate sau axiale care înconjoară statorul. Modelele de manta mențin grosimea peretelui de 3-5 milimetri între canalele de răcire și orificiul statorului pentru a asigura o conducere adecvată a căldurii, păstrând în același timp rigiditatea structurală. Testarea presiunii de 1,5 ori presiunea de operare verifică integritatea mantalei înainte de asamblarea motorului.
Protecția împotriva coroziunii și finisarea suprafețelor
În timp ce aluminiul prezintă pasivare naturală, carcasele motoarelor pompelor în medii agresive necesită o protecție sporită prin tratamente chimice și de acoperire.
Acoperiri de conversie și anodizare
Acoperirile de conversie cromat (Alodine) oferă Filme protectoare de 0,5-4 micrometri sporind rezistența la coroziune și aderența vopselei, deși formulările de crom hexavalent se confruntă cu restricții de reglementare. Alternativele de crom trivalent și titan-zirconiu realizează 80% din performanța tradițională cu respectarea mediului. Anodizarea (acid sulfuric de tip II) creează straturi de oxid de aluminiu de 5-25 micrometri cu duritate de 200-300 HV, oferind rezistență la abraziune pentru aplicații cu pompe marine și industriale.
Sisteme de vopsire cu pulbere și vopsea umedă
Acoperire cu pulbere de poliester la 60-80 micrometri grosime oferă finisaje cosmetice și de protecție durabile în culorile standard ale motorului (negru, gri, albastru). Aplicarea electrostatică și întărirea la 180-200 grade Celsius creează pelicule reticulate cu duritatea creionului de 2H și rezistență la pulverizarea cu sare care depășește 500 de ore. Sistemele epoxidice sau poliuretanice umede servesc aplicațiilor specializate care necesită rezistență chimică la acizi, alcalii sau solvenți întâlniți în procesul de pompare.
Carcasa motorului pompei din aluminiu reprezintă o categorie de produse matură, dar în evoluție, în care știința materialelor, producția de precizie și ingineria termică converg pentru a permite manipularea eficientă a fluidelor în aplicațiile industriale, comerciale și rezidențiale. Dezvoltarea continuă a aliajelor și rafinarea procesului de turnare extind dominația aluminiului în construcția motoarelor pompei față de materialele concurente.