
De ce aluminiul domină designul carcasei motorului
The carcasa motor electric din aluminiu a devenit alegerea implicită în aplicațiile de motoare industriale, comerciale și auto – și din motive întemeiate. Aliajele de aluminiu oferă o combinație de proprietăți pe care niciun material concurent nu le poate reproduce pe deplin: densitate scăzută, conductivitate termică ridicată, rezistență la coroziune și prelucrabilitate excelentă, toate la un cost care crește eficient cu volumul de producție.
În centrul avantajului aluminiului este managementul termic. Un motor electric generează căldură în mod continuu în timpul funcționării, iar carcasa trebuie să disipeze această căldură suficient de repede pentru a proteja înfășurările, rulmenții și izolația de degradarea prematură. Conductibilitatea termică a aluminiului de aproximativ 150 – 200 W/m·K — de aproximativ patru până la cinci ori mai mare decât fonta — permite proiectanților de motoare să mențină temperaturile de funcționare în limite de siguranță fără a supradimensiona carcasa sau a adăuga sisteme de răcire externe.
Factori suplimentari care determină trecerea la carcasele de motor din aluminiu:
- Reducere în greutate: Aluminiul are aproximativ o treime din densitatea fontei. Pentru platformele mobile — stivuitoare, vehicule electrice, roboți industriali — fiecare kilogram economisit din carcasa motorului extinde direct autonomia bateriei sau îmbunătățește performanța dinamică.
- Rezistenta la coroziune: Aluminiul formează în mod natural un strat de oxid protector, făcându-l potrivit pentru medii umede, umede sau active din punct de vedere chimic, fără acoperiri de protecție suplimentare în multe aplicații.
- Ecranarea EMI: Carcasele din aluminiu atenuează eficient interferențele electromagnetice, protejând electronicele sensibile de control al motorului de zgomotul extern și împiedicând frecvențele de comutare ale motorului să radieze spre exterior.
- Reciclabilitate: Aluminiul este 100% reciclabil, cu doar aproximativ 5% din energia necesară pentru producția primară, sprijinind obiectivele economiei circulare impuse din ce în ce mai mult pe piețele auto din Europa și Asia.
Carcasa motorului electric din aluminiu: aliaje și metode de fabricație
Nu toate carcasele de motor din aluminiu sunt realizate în același mod. Procesul de fabricație determină toleranțele realizabile, finisajul suprafeței, grosimea peretelui și în cele din urmă performanța termică și structurală a piesei finite. Trei metode domină producția.
Turnare sub presiune
Turnarea sub presiune de înaltă presiune (HPDC) este cel mai comun proces pentru carcasele motoarelor de volum mediu până la mare în intervalul 0,5 – 30 kW. Aluminiu topit - de obicei Aliaj A380 sau ADC12 — este injectat într-o matriță de oțel la presiuni de 700 – 1.400 bari, producând o piesă de formă aproape netă în timpi de ciclu de 30 – 90 de secunde. Turnarea sub presiune permite geometrii complexe, inclusiv bofurile de montare integrate, matricele de aripioare de răcire și punctele de intrare ale conductelor într-o singură operațiune. Toleranțe dimensionale de ± 0,1 – 0,3 mm sunt standard, suficiente pentru majoritatea alezajului motorului și potrivirilor la capăt.
extrudare
extrudare produces a continuous aluminum profile that is then cut to length and finish-machined into the motor casing. This process is particularly well-suited to tubular motor housings with a constant cross-section — the standard architecture for many servo motors, linear motors, and the carcasa motorului extrudat pentru stivuitor discutat în secțiunea următoare. Aliajele obișnuite pentru carcasele motoarelor extrudate includ 6061-T6 și 6063-T5 , aleși pentru echilibrul lor de rezistență, extrudabilitate și prelucrabilitate. Grosimi de perete de până la 1,5 mm sunt realizabile, minimizând greutatea fără a sacrifica rigiditatea structurală.
Turnarea cu nisip și turnarea gravitațională
Pentru cadrele de motoare mari – de obicei dimensiuni de cadru de peste 55 kW – și pentru comenzile personalizate de volum redus, turnarea cu nisip sau turnarea gravitațională (mulare permanentă) oferă costuri mai mici cu sculele decât HPDC. Aliaje precum A356-T6 sunt standard, oferind rezistențe la tracțiune de 220 – 280 MPa după tratamentul termic. Finisajul suprafeței și consistența dimensională sunt mai mici decât metodele de matriță sau de extrudare, astfel încât stocul de prelucrare suplimentar este luat în considerare în proiectarea turnării.
| Proces | Aliaj comun | Toleranță tipică | Cel mai bun pentru |
|---|---|---|---|
| Turnare sub presiune la înaltă presiune | A380, ADC12 | ±0,1 – 0,3 mm | Volum mare, geometrie complexă, 0,5 – 30 kW |
| extrudare CNC Machining | 6061-T6, 6063-T5 | ±0,05 – 0,15 mm | Carcase tubulare, motoare servo și stivuitoare |
| Turnare cu nisip/gravitație | A356-T6 | ±0,5 – 1,5 mm | Cadre mari (>55 kW), personalizate cu volum redus |
Carcasa motorului extrudat pentru stivuitor: priorități și cerințe de proiectare
The carcasa motorului extrudat pentru stivuitor funcționează într-unul dintre cele mai solicitante medii cu care se confruntă o carcasă de motor: vibrații constante de la podeaua depozitului, expunerea la vapori de acid a bateriei, ceață de ulei hidraulic, cicluri termice între mediile interioare și cele exterioare și șocul mecanic al impactului sarcinii. Îndeplinirea acestor condiții, menținând în același timp transmisia cât mai compactă și ușoară posibil, face cerințele de proiectare neobișnuit de stricte.
Integritate structurală sub vibrații și șoc
Motoarele hidraulice și de tracțiune a stivuitoarelor sunt de obicei montate direct pe șasiu sau pe blocul hidraulic, fără izolarea vibrațiilor. Prin urmare, carcasa trebuie să reziste la fisurarea de oboseală la boturile de montare și la locurile lagărelor sub încărcare ciclică continuă. aluminiu 6061-T6 este alegerea preferată pentru carcasele extrudate pentru stivuitoare, deoarece rezistența sa la tracțiune de 310 MPa și rezistența la curgere de 276 MPa oferă o marjă suficientă asupra sarcinilor de șoc generate în timpul ridicării paleților și deplasării peste plăcile de andocare. Geometria flanșei de montare este de obicei îngroșată cu 20 – 30 % peste cerințele structurale minime pentru a se adapta la preîncărcarea șuruburilor și pentru a preveni coroziunea prin frecare la interfață.
Etanșare și evaluare IP
Majoritatea carcaselor motorului stivuitorului vizează Protecție IP54 sau IP65 — excluderea completă a prafului și protecție împotriva jeturilor de apă din operațiunile de spălare din depozit. Realizarea acestui lucru cu o carcasă din aluminiu extrudat necesită suprafețe de îmbinare a clopotelor de capăt prelucrate cu precizie (finisarea suprafeței Ra ≤ 1,6 µm), caneluri continue pentru inele O și elemente de fixare din oțel inoxidabil pentru a preveni coroziunea galvanică la interfața oțel-aluminiu. Punctele de intrare ale conductelor folosesc fitinguri de presare de compresie mai degrabă decât simple decupaj.
Managementul termic într-un spațiu închis
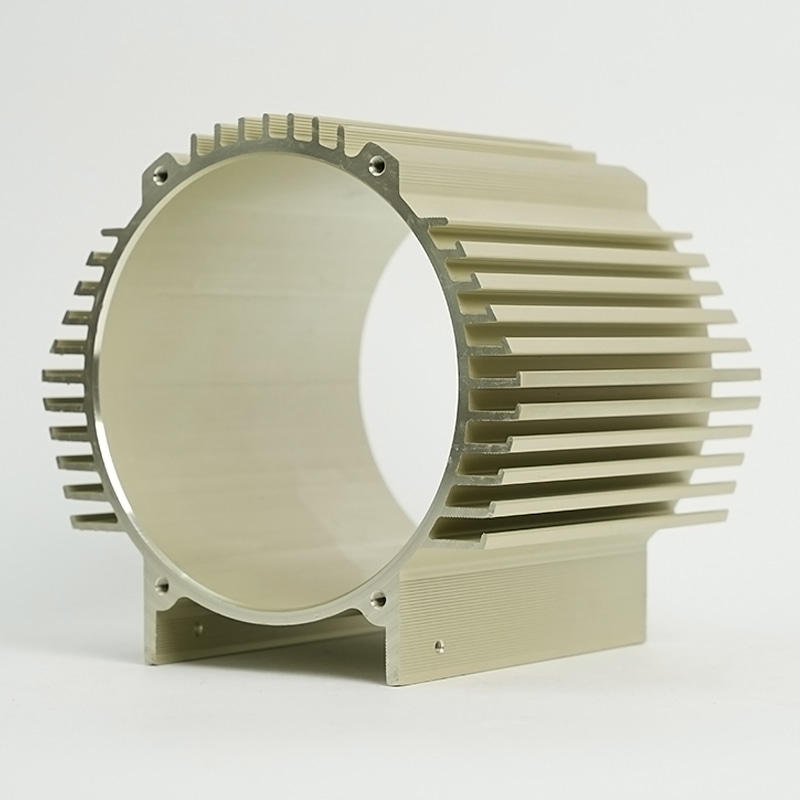
Motoarele stivuitoarelor funcționează adesea la cicluri de lucru mari - accelerând și decelerând în mod repetat sarcinile de mai multe tone - ceea ce generează căldură semnificativă într-un pachet compact fizic. Carcase extrudate pentru această aplicație sunt încorporate frecvent aripioare exterioare longitudinale format direct în matrița de extrudare, crescând suprafața pentru răcirea convectivă cu 60 – 120 % comparativ cu un cilindru cu perete simplu de dimensiuni echivalente. Unele modele adaugă șanțuri spiralate interne sau canale axiale care permit răcirea forțată cu lichid atunci când aplicația o cere.
Carcasa motorului pompei din aluminiu: rezistență la coroziune și compatibilitate cu fluidele
The carcasa motorului pompei din aluminiu împărtășește multe principii de proiectare cu carcasele generale ale motoarelor electrice, dar se confruntă cu un set unic de provocări de compatibilitate chimică, absent de la majoritatea motoarelor pentru mediu uscat. În funcție de mediul pompat - apă, ape uzate, produse chimice agricole, combustibili, fluide alimentare sau lichide industriale corozive - mediul extern din jurul carcasei motorului poate fi extrem de agresiv.
Selecția aliajelor pentru medii umede
În aplicații cu apă dulce curată sau HVAC cu pompe de apă răcită, standard A380 turnat sub presiune sau aluminiu extrudat 6061 funcționează bine fără tratament suplimentar. Cu toate acestea, aplicațiile care implică:
- Apa de mare sau saramură: Necesită aliaje din seria 5000 (de exemplu, 5052, 5083) cu un conținut mai mare de magneziu pentru rezistență la clorură sau anodizate 6061 cu anodizare etanșată la o grosime ≥ 25 µm.
- Produse chimice agricole sau îngrășăminte: Adesea implică compuși de amoniu care atacă straturile standard de oxid de aluminiu; Stratul de pulbere epoxidic sau stratul de PTFE rezistent la chimicale peste carcasa de aluminiu este o practică standard.
- Prelucrarea alimentelor și a băuturilor: Necesită suprafețe anodizate sau vopsite conform FDA, fără aluminiu brut expus care ar putea intra în contact cu fluxul de produs; designul exterior fără fisuri previne adăpostirea bacteriilor.
Modele submersibile vs. cuplate apropiate
Carcasele motoarelor pompei sunt împărțite în general în două tipuri de instalare. Motoare de pompe cu cuplare apropiată se montează direct în spatele capului pompei cu un arbore comun; carcasa motorului este expusă la stropi și vapori, dar nu este scufundată, astfel încât carcasele standard din aluminiu turnat sub presiune cu gradul de IP55 sunt în general adecvate. Motoare cu pompe submersibile necesită ca carcasa să acționeze ca un vas sub presiune — carcasa din aluminiu trebuie să reziste la presiunea hidrostatică externă (de obicei 3 – 10 bari pentru pompele de foraj) menținând în același timp integritatea etanșei la toate interfețele de etanșare. Calculele grosimii peretelui pentru carcasele submersibile urmează codurile de proiectare a recipientelor sub presiune (ASME Secțiunea VIII sau EN 13445), cu factori de siguranță de 3 – 4× aplicați la presiunea de proiectare.
Tratamente de suprafață pentru carcase din aluminiu pentru motorul pompei
Tratamentul corect al suprafeței prelungește dramatic durata de viață în mediile cu pompe. Opțiuni comune și cazurile lor tipice de utilizare:
- Anodizare dură (Tipul III): Produce un strat de oxid de aluminiu de 25 – 75 µm cu duritate Vickers de 400 – 600 HV. Ideal pentru suprafețe expuse la abraziune și medii chimice blânde. Eficient din punct de vedere al costurilor pentru aliajele 6061 și 6063.
- Strat de pulbere epoxidica: 60 – 100 µm grosime film; rezistență excelentă la pulverizarea cu sare (1.000 – 3.000 ore conform ASTM B117); potrivit pentru zonele agricole și marine de splash. Necesită pregătirea minuțioasă a suprafeței (conversie cromat sau pretratare cu zirconat).
- Placare cu nichel fără electricitate: Acoperire uniformă realizabilă pe geometrii interne complexe; oferă rezistență la coroziune și uzură în motoarele pompelor de proces chimic, unde anodizarea este incompatibilă cu electrolitul.
- Acoperire de conversie cromat (Alodin/Iridit): Acoperire conductivă subțire (1 – 5 µm) utilizată în primul rând ca grund sau pentru carcase critice EMI, unde conductivitatea suprafeței trebuie menținută pe întreaga carcasă.
Specificarea unei carcase de motor din aluminiu: Lista de verificare a parametrilor cheie
Fie că se aprovizionează un carcasa motor electric din aluminiu , a carcasa motorului extrudat pentru stivuitor , sau un carcasa motorului pompei din aluminiu , procesul de specificare ar trebui să captureze acești parametri critici pentru a se asigura că furnizorul livrează o piesă potrivită scopului:
- Dimensiunea cadrului motorului și desemnarea IEC/NEMA: Definește diametrul alezajului, cercul șurubului de capăt, spațiul de proeminență al arborelui și dimensiunile piciorului de montare. Toate trebuie menținute la toleranțele standardului relevant.
- Putere nominală și ciclu de funcționare: Determină grosimea peretelui pentru disiparea căldurii și sarcinile structurale. Un motor de 10 kW care funcționează în regim S1 (continuu) necesită un design termic mai agresiv decât același cadru la serviciu S3 (intermitent).
- Evaluare IP/NEMA carcasă: Specifică cerințele de etanșare care afectează direct geometria clopotului de capăt, dimensiunile canelurii garniturii și selecția elementelor de fixare.
- Mediu de operare: Confirmați prezența expunerii chimice, imersie, spălare, nivelurile de vibrații (zona de severitate ISO 10816) și intervalul de temperatură ambientală.
- Aliaj și temperatură: Indicați în mod explicit aliajul necesar - nu lăsați acest lucru la latitudinea furnizorului dacă aplicația are cerințe specifice de rezistență, prelucrabilitate sau coroziune.
- Tratarea suprafeței și finisaj: Specificați tipul de acoperire, grosimea minimă, standardul de testare a aderenței și orice cerințe de culoare. Faceți referire la standardele aplicabile (MIL-A-8625 pentru anodizare, ASTM B117 pentru testarea cu pulverizare cu sare).
- Tolerante critice: Indicați rotunjimea alezajului (circularitatea), diametrul scaunului rulmentului și clasa de potrivire (de obicei H7/k6 sau H7/m6) și perpendicularitatea feței pe axa alezajului - acestea afectează direct durata de viață a rulmentului și nivelurile de vibrații.
- Certificari si documentatii: Solicitați rapoarte de testare a materialelor (MTR) conform EN 10204 3.1 sau 3.2, rapoarte de inspecție dimensională și certificate de tratare a suprafeței pentru fiecare lot de producție.
O carcasă de motor din aluminiu bine specificată - indiferent dacă este turnată sub presiune pentru producție în volum mare, extrudată pentru o transmisie a unui stivuitor sau tratată special pentru un mediu coroziv cu pompe - oferă decenii de servicii fiabile, menținând în același timp greutatea sistemului, rezistența termică și costul total de proprietate la cele mai scăzute niveluri posibile.

















