
Ce este a Carcasa motorului extrudat pentru stivuitor ?
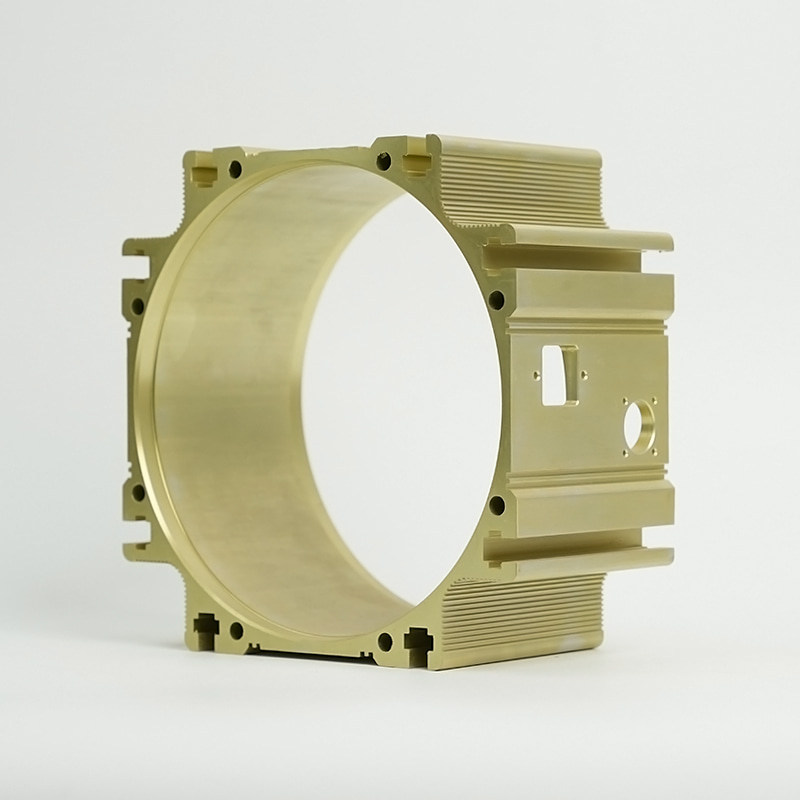
O carcasă extrudată a motorului pentru stivuitor este carcasa structurală care înconjoară și protejează motorul electric de antrenare sau de ridicare a unui stivuitor, fabricat prin procesul de extrudare a aluminiului. Mai degrabă decât să fie turnată într-o matriță sau fabricată din plăci sudate, o carcasă de motor extrudată este formată prin forțarea țaglelor din aliaj de aluminiu încălzit printr-o matriță de precizie, producând un profil continuu cu o secțiune transversală consistentă. Carcasa rezultată se combină precizie dimensională ridicată, conductivitate termică excelentă și un raport favorabil rezistență-greutate — toate proprietățile care beneficiază în mod direct de performanța motorului de stivuitor electric și durata de viață.
Stivuitoarele electrice – care reprezintă acum majoritatea noilor implementări de stivuitoare în mediile de depozitare, distribuție și producție – impun cerințe exigente cu privire la carcasele motoarelor. Carcasa trebuie să disipeze căldura generată în timpul ciclurilor de funcționare continue, să reziste la șocuri mecanice și vibrații de la suprafețele rugoase ale podelei și la impactul sarcinii, să ofere un mediu etanș care protejează înfășurările și rulmenții motorului de praf și umiditate și să facă toate acestea menținând greutatea generală a trenului de rulare suficient de scăzută pentru a păstra intervalul bateriei și capacitatea de încărcare nominală.
Carcasele din aluminiu extrudat răspund acestor cerințe mai eficient decât alternativele din fontă în majoritatea aplicațiilor moderne de stivuitoare electrice, motiv pentru care designul a devenit metoda de construcție dominantă în rândul producătorilor de top de motoare de stivuitor la nivel global.
De ce extrudarea este metoda de fabricație preferată
Procesul de extrudare oferă avantaje specifice de producție care îl fac bine potrivit pentru producția de carcase pentru motoare de stivuitor atât la volume mici, cât și la cele mari:
- Geometrie complexă a secțiunii transversale într-o singură operație: Matrițele de extrudare pot produce profile care încorporează aripioare de răcire, canale interne, boturi de montare și caracteristici de localizare într-o singură trecere. Caracteristicile care ar necesita operațiuni multiple de prelucrare pe un semifabricat turnat sunt integrate în profilul extrudat încă de la început, reducând timpul și costul de fabricație pe unitate.
- Finisaj superior al suprafeței: Suprafețele din aluminiu extrudat au o structură cu granulație mai fină și un finisaj mai neted decât alternativele turnate cu nisip, ceea ce contează atât pentru suprafețele de etanșare în care sunt utilizate garnituri sau inele O, cât și pentru eficiența aripioarelor de răcire exterioare, unde suprafața în contact cu fluxul de aer este mecanismul de transfer de căldură.
- Proprietăți mecanice consistente: Alinierea direcțională a cerealelor produsă de extrudare are ca rezultat o rezistență previzibilă la tracțiune și la curgere de-a lungul lungimii carcasei. Această consistență simplifică calculele de viață la oboseală în timpul proiectării și reduce variabilitatea performanței pe teren.
- Economia sculelor: Matrițele de extrudare sunt semnificativ mai puțin costisitoare decât sculele de turnare pentru geometrii echivalente, iar timpii de livrare sunt mai scurti. Pentru producătorii de stivuitoare care dezvoltă noi platforme de motoare sau care actualizează designul carcasei pentru a se adapta la dimensiunile revizuite ale cadrului motorului, acest lucru reduce costul de capital al iterației de proiectare.
- Eficiența materialului: Extrudarea generează mai puține deșeuri de material decât prelucrarea din material solid. Deșeurile de extrudare de aluminiu sunt complet reciclabile, aliniindu-se cu obiectivele de durabilitate care sunt din ce în ce mai importante pentru producătorii de stivuitoare și clienții flotei lor.
| Atribut | Carcasa din aluminiu extrudat | Carcasă din fontă | Carcasă din aluminiu turnat sub presiune |
|---|---|---|---|
| Greutate | Scăzut | Înalt | Scăzut |
| Conductivitate termică | Excelent | Moderat | Bun |
| Precizie dimensională | Înalt | Moderat | Înalt |
| Costul sculelor | Scăzut–Moderate | Moderat | Înalt |
| Rezistenta la coroziune | Excelent | Slab (fără acoperire) | Bun |
| Flexibilitate de proiectare | Înalt (profile geometry) | Înalt (3D shapes) | Înalt (3D shapes) |
Selectarea materialului: Alegerea aliajului pentru carcasele motorului stivuitorului
Nu toate aliajele de extrudare din aluminiu funcționează în mod egal în aplicațiile de carcasă a motorului stivuitorului. Cele două familii de aliaje cele mai frecvent specificate sunt 6061 și 6063, ambele din grupul aluminiu-magneziu-siliciu din seria 6000, care reprezintă marea majoritate a producției de extrudare structurală la nivel mondial.
6061-T6 este aliajul structural cal de bataie. Cu o rezistență la tracțiune de aproximativ 310 MPa și o limită de curgere de aproximativ 276 MPa la temperatură T6, oferă robustețea mecanică necesară pentru a rezista la șocuri repetate de la podelele accidentate ale depozitului, coliziunile stivuitoarelor cu barele de andocare și vibrațiile susținute ale funcționării pompei hidraulice. Se prelucrează curat, acceptă bine anodizarea, iar performanța sa la oboseală în condiții de încărcare ciclică este bine caracterizată - important pentru carcasele care experimentează cicluri de lucru continue pornire-oprire în timpul operațiunilor cu mai multe schimburi.
6063-T5 sau T6 este ales atunci când geometria aripioarelor de răcire este deosebit de complexă sau când este necesară o finisare superioară a suprafeței pentru performanța termică. Conținutul său mai scăzut de siliciu îi oferă o extrudabilitate mai bună pentru profilele cu pereți subțiri sau complicate, deși rezistența sa mecanică este oarecum mai mică decât 6061 - de obicei aproximativ 241 MPa la tracțiune în T6. Pentru carcasele motoarelor în care managementul termic este principalul motor de proiectare și sarcinile mecanice sunt moderate, 6063 este adesea cel mai potrivit.
În mediile de depozitare frigorifică și congelatoare — un segment semnificativ de aplicații cu stivuitoare — avantajul de performanță al aluminiului față de fontă este și mai pronunțat. Aluminiul își păstrează ductilitatea la temperaturi sub zero unde fonta devine din ce în ce mai fragilă, reducând riscul de rupere a carcasei din cauza impactului în medii operate în mod obișnuit la –20 °C până la –30 °C.
Managementul termic: modul în care designul carcasei afectează viața motorului
Motoarele electrice pentru stivuitoare în aplicații intensive în depozit - în special în aplicațiile de ridicare a comenzilor, stivuitoare și contrabalansare care rulează două sau trei schimburi pe zi - generează căldură substanțială în timpul funcționării continue. Durata de viață a izolației înfășurării motorului se înjumătățește la fiecare creștere cu 10 °C a temperaturii de funcționare peste limita de clasă nominală, o relație care face ca proiectarea termică a carcasei să fie una dintre cele mai importante decizii de inginerie în proiectarea sistemului de motoare.
Carcasele motorului extrudate abordează acest lucru prin trei mecanisme de management termic:
- Aripioare de răcire exterioare: Aripioarele longitudinale extrudate integral cu corpul carcasei măresc suprafața exterioară disponibilă pentru transferul de căldură convectiv. Geometria aripioarelor - înălțimea, pasul și grosimea peretelui - este optimizată în timpul procesului de proiectare a matriței de extrudare și poate fi reglată fără a modifica ansamblul carcasei. Suprafețele aripioarelor de 2–4× echivalentul cu găuri netede sunt realizabile în profilele de extrudare standard.
- Calea conductivă a căldurii către cadru: În motoarele închise în care fluxul de aer forțat este absent, carcasa conduce căldura de la laminarea statorului spre exterior către suprafața exterioară. Conductivitatea termică a aluminiului de aproximativ 160–200 W/m·K (față de 50 W/m·K pentru fontă) oferă o cale conductivă semnificativ mai rapidă, reducând diferența de temperatură dintre punctul fierbinte de înfășurare și mediul ambiant.
- Canale interne de răcire: Unele profile de carcasă extrudate încorporează canale goale în peretele carcasei prin care lichidul de răcire poate fi circulat în configurații de motor răcite cu lichid - din ce în ce mai relevante pe măsură ce motoarele de stivuitoare cresc în densitate de putere pentru aplicații grele peste 15 kW continuu.
Cerințe privind protecția IP și etanșarea mediului
Mediile de operare a stivuitoarelor impun cerințe semnificative de protecție la pătrunderea carcasei motorului. Praful din depozit - în special în măcinarea făinii, prelucrarea lemnului și instalațiile de manipulare a hârtiei - este suficient de fin pentru a pătrunde în carcasele prost etanșe și pentru a contamina rulmenții și înfășurarile. Aplicațiile de manipulare a containerelor în exterior și în curte adaugă expunerea la ploaie și spălare. Operațiunile de depozitare la rece introduc riscul de condens, deoarece stivuitoarele se deplasează între zonele de temperatură.
Standardul IEC 60034-5 definește clasele de protecție a carcasei motorului prin clasificări IP, majoritatea aplicațiilor pentru motoare de stivuitor necesită un minim de IP54 (protejat la praf, rezistent la stropire) si multe pretentioase IP65 (complet etanș la praf, rezistent la jet de apă la joasă presiune) sau mai mare. Atingerea acestor valori nominale într-o carcasă extrudată depinde de precizia alezajului carcasei care acceptă scuturi de capăt sau carcase de rulmenți, geometria canelurii de etanșare încorporată în profilul extrudat pentru plasarea inelelor O sau a etanșării cu buze și de calitatea suprafeței fețelor de îmbinare după operațiunile de prelucrare secundară.
Toleranțele dimensionale strânse care pot fi realizate cu carcasele din aluminiu extrudat - de obicei ± 0,1 mm pe diametre critice ale alezajului după prelucrarea de finisare - le fac bine potrivite pentru a îndeplini cerințele IP65 fără montare manuală sau distorsiune extinsă în timpul asamblarii motorului. Această consistență dimensională sprijină, de asemenea, procesele automate de asamblare a motoarelor care îmbunătățesc randamentul de producție la volume mari.
Considerații privind aprovizionarea, înlocuirea și întreținerea
Pentru managerii de flote și inginerii de întreținere, înțelegerea construcției carcasei motorului din flota lor de stivuitoare are implicații practice pentru planificarea reparațiilor și aprovizionarea cu piese. Carcasele din aluminiu extrudat sunt, în general, reparabile în moduri în care carcasele turnate nu sunt - uzura minoră a alezajului cauzată de frecarea rulmentului poate fi corectată prin manșonare, iar secțiunile de aripioare deteriorate pot fi prelucrate sau reparate fără a compromite integritatea structurală în zonele necritice.
La aprovizionarea cu carcase de motor extrudate de schimb, specificațiile cheie de confirmat sunt:
- Compatibilitate cu dimensiunea cadrului IEC sau NEMA — carcasa trebuie să se potrivească cu diametrul exterior al statorului și cu lungimea stivei motorului de înlocuire sau de rebobinare pe care îl va găzdui.
- Configurație picior sau flanșă de montare — motoarele stivuitoarelor sunt montate în diverse orientări; Configurațiile de montare pe picior, montare frontală (B3/B5 conform IEC) și configurațiile personalizate ale suportului trebuie să se potrivească cu geometria transmisiei.
- Dimensiunile alezajului carcasei rulmentului — ambele diametre și potriviri ale scaunului lagărului de la capătul de antrenare și cel din afara celui de antrenare (de obicei, toleranță H7 sau J7 pentru diametrul exterior al rulmentului presat) trebuie să se potrivească cu rulmenții de schimb specificați pentru motor.
- Prevederi pentru intrarea cablului și conector — poziția și dimensiunea intrărilor cablurilor de alimentare și de semnal trebuie să se alinieze cu traseul cablajului stivuitorului.
Carcasele de schimb OEM sunt disponibile prin programele de piese ale producătorilor de stivuitoare pentru mărcile majore, inclusiv Toyota, Crown, Raymond, Hyster și Yale. Carcasele extrudate de pe piața de schimb prelucrate conform specificațiilor OEM sunt, de asemenea, disponibile de la furnizorii specialiști de componente pentru motor, adesea la un cost cu 30–50% mai mic decât piesele OEM cu o conformitate dimensională echivalentă. Este importantă confirmarea calității aliajului și a tratamentului termic (temperare T5 sau T6) cu furnizorul atunci când se aprovizionează carcase de pe piața de schimb, deoarece înlocuirea materialelor cu aliaje cu rezistență redusă este un risc cunoscut de calitate în lanțurile de aprovizionare cu costuri mai mici.

















